

Enjoy 20% OFF & FREE SHIP on Your First Order!
Use Code: FirstDiscount20 on orders over £75 / $100 / €87 / ₹8,750
KYTOOLS
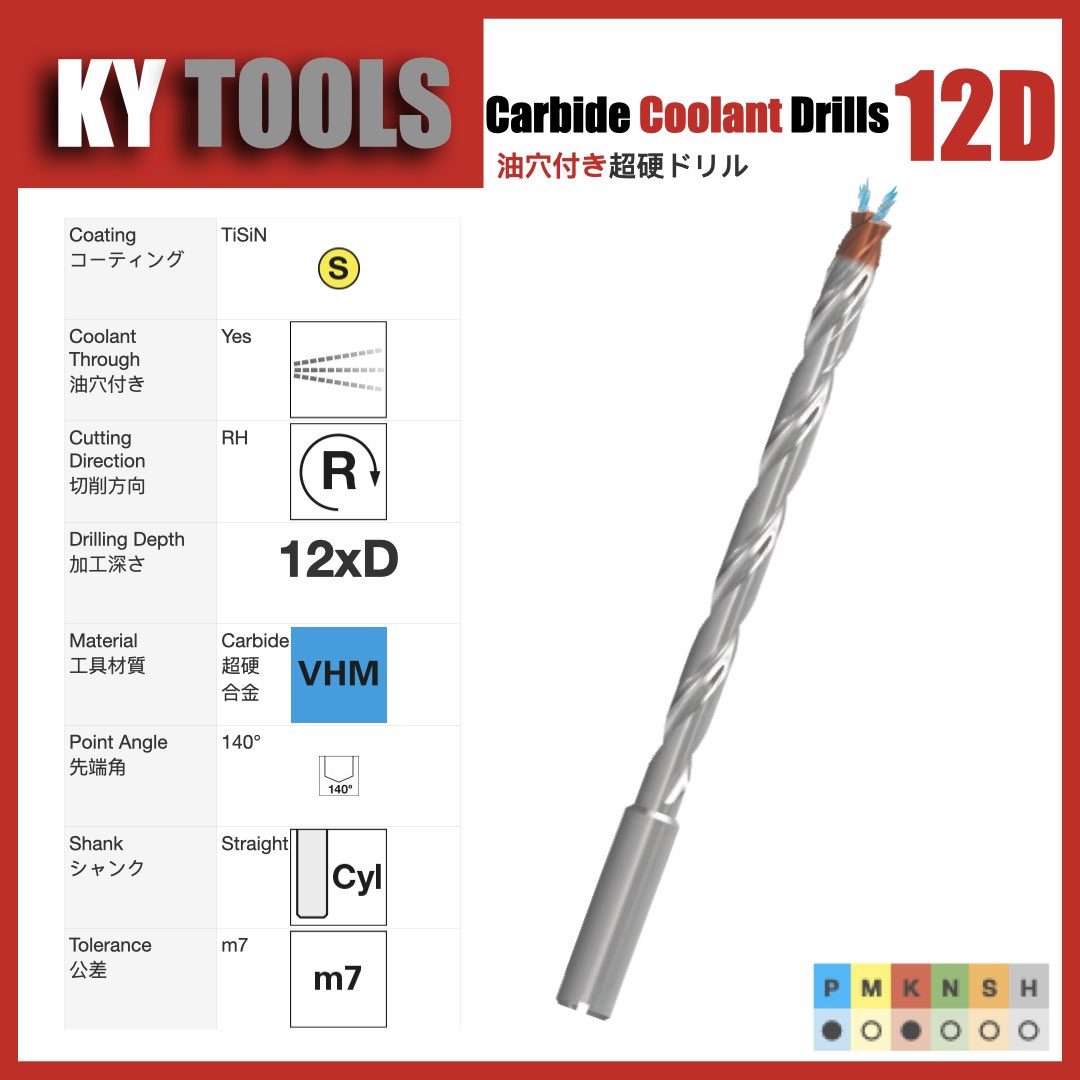
Carbide Coolant Drills, 12D
Carbide Coolant Drills, 12D
Couldn't load pickup availability
The Solid Carbide Spiral Drill with internal cooling has been specifically developed to meet the highest requirements in industrial drilling technology. This high-performance drill impresses with its exceptional versatility and efficiency in processing a variety of materials, including steel, stainless steel, cast iron, heat-resistant superalloys, and titanium.
Features
- Versatile Applicability: Suitable for a variety of materials, perfect for diverse industrial applications
- Effective Internal Cooling: Integrated coolant channels improve cooling directly at the cutting tip and increase tool life
- Optimized Centering Performance: Unique center tip design allows for precise and clean drilling
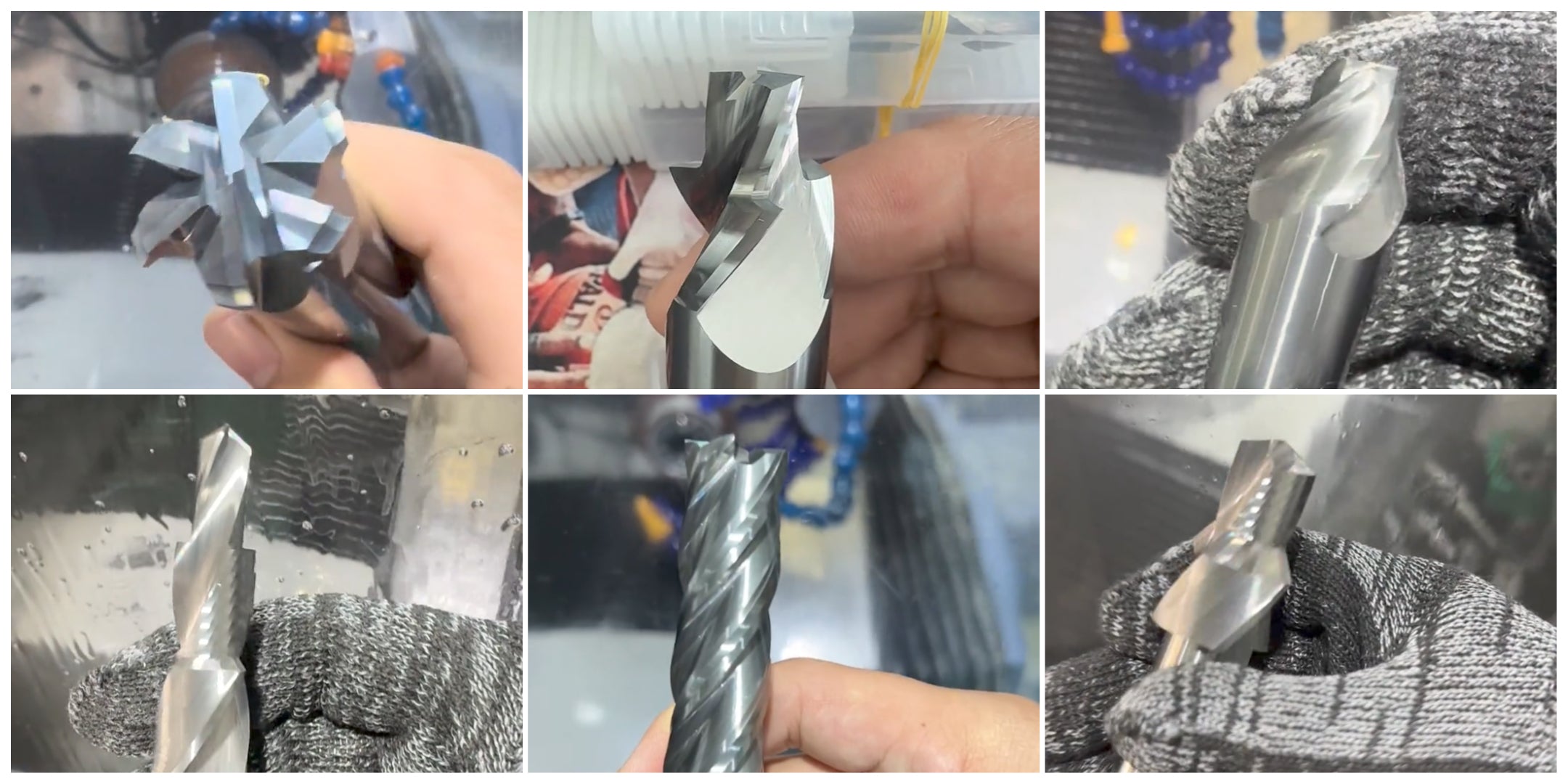
- Strong cutting edges and smooth chip flow
- Continuous, smooth flute surface with no obstructions to chip flow, preventing chip clogging and forming well-shaped chips
- Excellent wear resistance and high-speed machining enabled by the combination of ultra-fine cemented carbide and TiSiN coating
Specs
| Use for | Drilling/Step Processing | Tool Material | Carbide |
|---|---|---|---|
| Workpiece Material | General Steel / Tempered Steel / High Hardness Steel (up to HRC55) / Stainless Steel / Cast Iron / Aluminum / Titanium / Copper | Coating | TiSiN Coating |
| Flute | 2 | Flute | 2 |
| Tool Made By | Germany Walter CNC Grinder Checked By Germany Zoller Inspector |
Shank Norm | DIN 6535 HA Straight Cylinder shank without clamping surface |
| Cutter Tolerance | 0~+0.005 m7 |
Shank Tolerance | ≤h6 H7 |
Product Table
| Code | CUTTER DIAMETER (D1) * | LENGTH OF CUT (L2) * | SHANK DIAMETER (D2) * | OVERALL LENGTH (L1) * |
|---|---|---|---|---|
| D1 | L2 | D2 | L1 | |
| mm | mm | mm | mm | |
| D1 = 4.00mm | 4.00 | 64.00 | 6.00 | 102.00 |
| D1 = 4.20mm | 4.20 | 64.00 | 6.00 | 102.00 |
| D1 = 4.30mm | 4.30 | 64.00 | 6.00 | 102.00 |
| D1 = 4.50mm | 4.50 | 64.00 | 6.00 | 102.00 |
| D1 = 5.00mm | 5.00 | 78.00 | 6.00 | 116.00 |
| D1 = 5.50mm | 5.50 | 78.00 | 6.00 | 116.00 |
| D1 = 6.00mm | 6.00 | 78.00 | 6.00 | 116.00 |
| D1 = 6.50mm | 6.50 | 108.00 | 8.00 | 146.00 |
| D1 = 6.80mm | 6.80 | 108.00 | 8.00 | 146.00 |
| D1 = 7.00mm | 7.00 | 108.00 | 8.00 | 146.00 |
| D1 = 7.50mm | 7.50 | 108.00 | 8.00 | 146.00 |
| D1 = 8.00mm | 8.00 | 108.00 | 8.00 | 146.00 |
| D1 = 8.50mm | 8.50 | 120.00 | 10.00 | 162.00 |
| D1 = 9.00mm | 9.00 | 120.00 | 10.00 | 162.00 |
| D1 = 9.50mm | 9.50 | 120.00 | 10.00 | 162.00 |
| D1 = 10.00mm | 10.00 | 120.00 | 10.00 | 162.00 |
| D1 = 10.20mm | 10.20 | 156.00 | 12.00 | 204.00 |
| D1 = 10.50mm | 10.50 | 156.00 | 12.00 | 204.00 |
| D1 = 11.00mm | 11.00 | 156.00 | 12.00 | 204.00 |
| D1 = 11.50mm | 11.50 | 156.00 | 12.00 | 204.00 |
| D1 = 12.00mm | 12.00 | 156.00 | 12.00 | 204.00 |
| D1 = 12.50mm | 12.50 | 182.00 | 14.00 | 230.00 |
| D1 = 13.00mm | 13.00 | 182.00 | 14.00 | 230.00 |
| D1 = 13.50mm | 13.50 | 182.00 | 14.00 | 230.00 |
| D1 = 14.00mm | 14.00 | 182.00 | 14.00 | 230.00 |
| D1 = 14.50mm | 14.50 | 208.00 | 16.00 | 260.00 |
| D1 = 15.00mm | 15.00 | 208.00 | 16.00 | 260.00 |
| D1 = 15.50mm | 15.50 | 208.00 | 16.00 | 260.00 |
| D1 = 16.00mm | 16.00 | 208.00 | 16.00 | 260.00 |
Tolerance
| D | D(m7) | d(h6) |
|---|---|---|
| ≤ 3 | +0.002~+0.080 | 0.000~-0.006 |
| 3~6 | +0.004~+0.012 | 0.000~-0.008 |
| 6~10 | +0.006~+0.015 | 0.000~-0.009 |
| 10~18 | +0.007~+0.018 | 0.000~-0.011 |
| 18~30 | +0.008~+0.021 | 0.000~-0.013 |
Cutting Data

Shipping Policy
Shipping Policy
Expected Time
Handling time (days), if in stock, it will take 0-2 days to prepare the package. If you are customizing some tools, it typically will take 0-7 days to prepare the package.
| Region | Countries | Delivery Time |
|---|---|---|
| North America | United States, Canada, Mexico | 7-15 business days |
| South America | Brazil, Argentina, Chile | 10-20 business days |
| Asia | Japan, South Korea, Philippines, Indonesia, India, Pakistan | 7-15 business days |
| Europe | Turkey, Russia, Poland, Germany, France, Italy, Belgium, Spain, United Kingdom | 10-20 business days |
| Middle East | United Arab Emirates, Saudi Arabia | 10-20 business days |
Order over 79GBP/100USD will get free shipping, otherwise you need to pay 7.9GBP/10USD for the shipment fee.
If you need expedite express service, we'll provide UPS/DHL as well but you need add some shipment fee depend on the weight . It will take only 3-5 days to you.
Countries we are selling to
We are selling to countries: UK, US, Australia, Canada, Israel, India, Japan, Malaysia, New Zealand, Norway, Singapore, South Korea, Switzerland, Thailand, UAE, Vietnam, Austria, Belgium, Bulgaria, Croatia, Czech Republic, Denmark, Estonia, Finland, France, Germany, Greece, Hungary, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden,







Carbide CNC Cutters Source Factory with Advance Equipment
Our factory is equipped with the latest CNC machinery and precision tools, ensuring the production of high-quality carbide end mills, drill bits, and reamers. With over 30 years of experience, we guarantee precise manufacturing, fast delivery, and global shipping.